

以和釀酒
- 以人與人的和諧釀造出美酒-
關谷醸造的目標是優質的釀造,時刻追求日本酒的發展空間。關谷釀造的酒窖引入了先進機器,所以酒莊內沒有傳統日本酒窖的風格。為了將傳統的釀酒技術傳承到未來,早年關谷釀造已把消耗人力的部分合適地以機械代替,但是仍然重視工藝釀造,亦不單純追求機械生產而忽略手工釀造才具有的味道。作為日本酒釀酒商,將機械作為我們的工具,仔細審慎地積累數據以用於下一次的釀酒。同時也不斷更新,採用最好的方法以保證產品在運輸及銷售方面,務求達到完善的品質管理。以「和」釀酒;以人與人的和諧釀造出美酒,努力開創日本酒的未來是關谷釀造的目標。
關谷釀造位於日本中部愛知縣內的山區,酒莊四面環山,人口稀疏,空氣清新。關谷釀造從元治元年即1864年開始便在這個被稱為「奧三河」的大自然山區內釀造日本酒。釀造用的水來自關谷家族持有的後山之山水,擁有天然資源及精湛的釀造技術,關谷釀造所釀出的酒質紮實平均,味道細緻柔和。故此得到愛知縣內極大的肯定,以愛知縣內所盛產酒計算是最受且縣愛戴之酒,在名古屋的知名度到最高。酒莊每年的產量九成都售賣在縣內本土,近年在東京及國外亦受到注目。

關谷釀造股份公司的企業理念
通過企業經營回饋本地社會。
企業經營的三個方面-釀造日本酒/參與農業/提供新的飲食方案
努力讓“釀酒人”“賣酒人”“飲酒人”變得更加幸福
努力讓釀酒工藝傳承到未來。
努力成為日本酒文化的代表
將以和釀酒作為口號,珍視全體員工的團隊合作,釀造出高質量的美酒。
關谷釀造股份公司
董事長 關谷健
造酒過程


粗米
決定酒質的最重要的一個要素是米。選擇最接近所要的酒質的大米可將其碾到最合適的程度是釀酒的基本。蓬萊泉認為這一流程非常重要,所以自行碾米
――――――――――――――――――――――――――――――
日本國內栽培有兩種稻米,粳米和糯米,釀酒主要使用粳米。但也並不是說完全不使用糯米,為了讓酒中實現糯米帶來的甘甜感和柔和感。會在釀造口味柔和的酒時會在醪的後期加入已經糖化了的糯米,這一流程稱為“第四階段糯米”。糯米中包括普通食用米和釀酒專用米這兩種,這些被用於釀酒原料。釀酒專用米有各種種類,有名的是山田錦,美山錦,五百萬石,雄町,渡船,八反錦等。
釀酒米與普通食用米的不同
釀酒米與普通食用米有3種不同。
中心部分的芯白明顯
種植條件較好米粒長得粗壯的話,米粒中心部澱粉不會緊密聚集,具有一定的疏度。這樣的情況稱為出了芯白。米粒中心存在芯白的話,從結構上來說酒麯很容易進入中心部位,也就是所謂的酒麯破白效果良好。有一種誤解是“芯白”越大越好,,芯白過大則碾米的時候容易被碾碎,無法製成高精白,所以最好的樣子是點狀芯白。實際上被稱為酒米之王的“山田錦”的芯白就是點狀芯白和線裝芯白較多。
粒大整齊
米粒越大碾米越容易,洗米和蒸米操作也很容易。另外米粒大小一致也非常中藥,米粒大小不一的話碾出來的白米也大小不一,最後會導致水分吸收和發酵速率也不一。
蛋白質和脂肪含量少
蛋白質和脂肪是導致異味和臭味的根源,大量含有蛋白質和脂肪的糖分層會在碾米的過程中被碾掉,但是粗米中的蛋白質和脂肪的含量多少會影響白米中的蛋白質和脂肪的含量,所以最好選用蛋白質和脂肪較少的粗米。

為什麼需要碾米?
在發酵過程中如果蛋白質,脂肪以及灰分較多的話,酵母和酒麯的繁殖就會過剩導致無法操作,另外蛋白質又是導致異味的原因,脂肪是導致異臭的原因,所以需要除去含蛋白質和脂肪較多的米糠。除米糠的過程就叫碾米。但是實際上並不是只有米糠中才有脂肪和蛋白質,中間的澱粉質(白色部分)和外側也含有蛋白質。因此食用米只需要切削5%,但是對於釀酒的佳撰級需要碾70%,高級上等清酒甚至需要碾去純粹澱粉質部分,所以碾到35%的情況也不罕見。
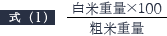
白米比率與真白米比率
經常會看見配料上寫著“白米比率%”,這類白米比例是按照右式的1式計算出來的。比如,1000公斤的粗米碾成600公斤的話就是60%。但是這並沒有考慮碎米以及米糠的廢棄等情況。因此為了判斷白米的好壞就需要用2式計算“真白米比率”。從這個比率可以知道有多少米實際上被碾掉了。除真白米比率外,通過表現米粒狀態的粒重分部或者蛋白質分析來判斷白米的好壞也很重要
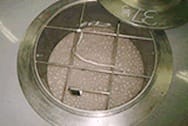
白米
如圖所示,碾米後的米只剩下中心部分(照片為碾到40%的白米)將會導致異味的大米的外側碾除,只使用中心部分才能製造出美酒碾米過程是碾米機中間有一個圓柱狀的砥石進行高速旋轉,當米從其側面通過的時候會對米的表面進行切削。但是如果沒有對砥石的旋轉速度和粗米的流量進行很好的控制的話,米就容易破碎,無法得到好的白米。一般情況下,隨著碾米時間的增長,旋轉速度就需要調低,因此白米率不是隨時間增加而增加,但是基本上是70%的話要12個小時,60%的話24個小時。50%的話48小時,40%的話72小時,35%的話100小時,碾米時間逐步增加。實際上,整個過程中不需要一直監視在機器旁邊,所以自己直接碾米的酒坊就會採用可以自動調節旋轉樹和流量的機器。此外,由於碾米流程中,機械和附屬設備較貴,人工費和勞動環境較苛刻等理由所以成本很高,所以大部分酒坊都是與農械,碾米公司共同使用機器,即“委託碾米”
洗米・浸米
將碾好的米洗乾淨後在水裡浸潤,根據使用目的調整水分,一直浸到第二天。
――――――――――――――――――――――――――――――
剛碾好的大米處於非常乾燥的狀態,此時開始洗米的話,大米就會立刻大量吸水,最終導致米粒破裂 。因此一般情況下不會立刻使用剛碾好的白米,而是通過一個叫“枯”的流程讓大米通過2週的時間讓水分自然地回到米中。蒸米時需要大米吸收水分,但是在此之前需要將夾雜在白米里的米糠洗掉。洗米時需要注意的是不能過度用力把米洗破,最新出現了使用氣泡進行清洗(象淋浴蓮蓬頭一樣將氣泡混到水中)的機器。最後開始浸米(讓大米吸收到所需要的水分量),由於高精白米的吸水速度快,所以需要以秒為單位對吸水時間進行處理,這被稱為限量吸水。

蒸米
蓬萊泉使用甑在洗米,浸米結束後蒸米。使用和古代的日式蒸飯鍋一樣的蒸法。熟米就被制出來了。照片為冷卻操作。冷卻的目的是將熟米冷卻到需要的溫度。
――――――――――――――――――――――――――――――
釀酒時,一般通過蒸米來實現α化。但是也有直接煮米進行釀酒的。這被稱為“融米造酒”或“姬飯造酒”實際上不論是蒸是煮,水分的含油量都是差不多的。蒸的話(1)米的表面不會很粘,不容易在昨夜過程中沾在手上或工具上(2)酒麯黴也容易繁殖。蒸米的器具有甑和連續蒸米機這兩種,原理都是一樣只是結構不同。甑是如同蒸包子饅頭的蒸屜一樣的東西,將米一層層地往上蒸。連續蒸米機則是用水蒸氣去給傳送帶上舖的米加熱。各有優勢,甑無法連續蒸米所以效率低下但是可以對蒸米的環節進行細節調整。連續式雖然不能進行細節調整但是可以蒸熟大量大米,效率較高。將蒸好的米冷卻到所需要的溫度時就可以加入酒麯或酒母等了。冷卻分為平鋪在布上的自然冷卻法和將冷風送到蒸米層的強製冷卻法。





曲米
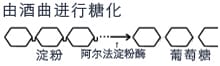
將種曲撒到熟米上,在被叫做曲室的地方對濕度和溫度進行調節,使用大概50小時讓曲菌繁殖。曲是將大米中的澱粉變成葡萄糖,所造酒中最重要的環節。
―――――――――――――――――――――――――――――
酒麯是將種曲(黃曲霉)撒在熟米上進行繁殖制得的。酒麯的主要功效就是通過各種酶來促進醪的發酵。曲中含有促進澱粉糖化的糖化酵素(葡萄糖澱粉酶),促進大米溶解的液化酵素(α澱粉酶)以及分解蛋白質製造氨基酸的蛋白酶等。
酒麯的製造
▶ ▶ ▶ ▶
搬入
將蒸好的熟米搬入曲室中,放在台上不斷進行攪拌以達到合適的溫度和水分。
撒種
當熟米的溫度和水分達到要求時則將種曲均勻地撒在上面,然後仔細攪拌。這一流程被稱為“搓米”。結束後將米聚攏到一起用布裹好。此後,在進入“盛”這一流程前有一個翻米流程,攪拌熟米防止熟米粘結成塊,溫度和水分分佈不均。
盛
在搬入後約24小時後,酒麯已經繁殖了一定量,用肉眼可以看到有白色的點。之後將酒麯分開,盛放到多個曲箱中,以方便溫度調節。
仲操作・舞操作
盛後24小時左右酒麯就製造好了,中途為了散卻發酵產生的熱量和補充由於酒麯繁殖時消耗掉的氧氣,需要進行2次被成為仲操作和舞操作的作業。此時,酒麯正逐漸乾燥,酒麯菌的菌絲向中心部延展。所以在這一時期溫度和濕度管理格外重要。
出曲
盛之後24小時(搬入後48小時),酒麯就製成了。
最後需要將其溫度升到40~42℃左右。
制好的酒麯需要從溫暖的曲室搬出來放在台子上冷卻。
此時需要多次攪拌開,以防止冷卻不均勻。

酒母
酒母製造是將造酒過程中的重臣--酒母培養到適當的量的過程。酒母可以將通過酒麯製造出來的葡萄糖變成酒精。關谷釀造使用速釀法以2週時間製造出酒母。這是左右酒的發酵的重要工藝。
――――――――――――――――――――――――――――――――――――――――――――――――――――――――――――
釀酒過程中需要有將澱粉變成葡萄糖的酒麯和將葡萄糖變成酒精的酵母。將酵母(優良酵母)培養到適當的量的工藝稱為酒母製造。另外,酒母製造過程中需要乳酸對導致腐爛的野生酵母等細菌的繁殖進行抑制。使用乳酸中的乳酸菌的活性製造的酒母稱為“生鮮類酒母”,加入釀造用乳酸的稱為“速釀類酒母”。生鮮類酒母中有“鮮酒母”和“山廢酒母”等,速釀類中有“速釀酒母”和“高溫糖化酒母”等
醪
將酒母移到大罐中,分三次分別加入水,曲米和熟米(三段入料)。在醪中,通過酒麯進行的澱粉糖化和經過酒母進行的葡萄糖澱粉化同步進行(平行複發酵)。需要時刻注意味道以及表面狀態,以把握發酵情況隨時進行調整。
――――――――――――――――――――――――――――――――――――――――――――――――――――――――――――
將熟米,酒麯和入料水按照比例混合進行發酵就被稱為醪。此時如右圖所示的發酵過程就會同時發生。這種平行發酵技術在全世界的釀造酒中非常罕見。葡萄酒是通過將葡萄中所含有的糖分發酵成酒精的“單發酵”過程製造出來的。啤酒則是通過麥芽的糖化以及糖分的酒精化這兩個不同的過程製造出來的,是一種“單行複發酵”過程。於此相比,清酒的發酵過程則極為複雜,在世界上都非常罕見,它是日本引以為豪的發酵技術。

在酒母中加入酒麯,熟米和水之後得到的就是醪,將它進行發酵後榨得的就是清酒。
一般,醪需要花費4天時間分三次入料,該入料法被稱為“三步入料法”。
第一天稱為“添料”,第一次入料;第二天稱為“舞”,不入料;第三天稱為“仲入料”,是第二次入料;第四天稱為“留入料”為最後一次入料,此時是醪的第一天。
醪這一過程需要25到40天。中途需要查看醪的狀態(表面,氣泡)。
從表面狀態以及口味和成分的分析結果綜合考慮如何控制溫度和操作流程就是釀酒師的重要工作。
最後對醪進行上槽(榨酒)就會得到清酒。

添料・舞
往酒母中加入相當於酒母量的1/6的酒麯和水,在加上同樣1/6的熟米後進行攪拌,第二天停止加料靜待酵母增加。

仲入料
舞的第二天再加上所有入料量的1/3的酒麯和水,同時加入同樣的量的熟米後仔細攪拌。

留入料
仲入料的第二天,加入所有入料量的1/2(剩下的所有的料)的酒麯和水,同樣加上相同的量的剩餘的所有的熟米後仔細攪拌。

經絡泡(大約第3天)
醪表面出現如同經絡般的氣泡時表明酵母已經開始發酵。別名稱為“蟹泡”

水泡(大約第7天)
表面佈滿白色的輕薄氣泡時稱為水泡。

岩石泡(大約第8天)
水泡階段後氣泡厚度逐漸增加,表面好像岩石一樣,這時被稱為岩石泡。

高泡(大約第10天)
岩石泡泡沫再度升高時被稱為高泡。此時大量酵母都在氣泡中,所以經過“除氣泡”這一流程防止氣泡溢出。

落泡(大約第11天)
高泡期之後經過大約1天氣泡開始減少,此時稱為る落泡。
玉泡(大約第13天)
落泡之後,醪表面即出現象肥皂泡一樣的漂亮氣泡,這被稱為玉泡。

皺紋泡(大約15天以後)
玉泡之後發酵過程就會變緩,發酵時產生的碳酸氣體也會減少,此時表面出現的微小氣泡就是皺紋泡。

光頭(大約18天以後)
醪的後期發酵幾乎停止,泡也幾乎消失。此時的狀態被稱為“光頭”。

上槽前(大約第30天)
上槽前(榨酒前),酵母因自身所製造出的酒精而死亡。此時酵母的殘骸或米渣會浮到表面,這個被稱為“蓋子”。

上槽 / 酒糟
醪需要25~40天才能出醪,然后经过上槽的流程将酒糟和清酒分离开。造酒越是仔细出的酒糟就会越多。本公司的高级上等清酒类,酿酒用的一半的米最后都会变成酒糟(普通情况下只有1~2成),新酒中会含有碳酸气体或者米渣,口感新鲜。

將醪中間的酒糟和清酒分離出的工藝被稱為“上槽”,上槽有各種方法。普通採用叫做“YABUDA(機械製造公司的名稱)”的榨酒方法,或者採用叫“槽”的方法榨取少量的醪的方法,還有稱為“吊袋”的方法,用於榨取用於賽酒會的少量的醪。

不論採用什麼方法,對於機械,過濾布,酒袋的清洗,消毒,乾燥以及工作間的冷氣除濕系統的衛生管理都是最重要的。將醪過濾後就會得到清酒,使用網眼較大的過濾布進行過濾得到的“濁酒”也算是清酒。
清酒(鮮酒)/
加熱
剛榨好的酒為了除去米渣等需要進行過濾,榨好的酒都是鮮酒,鮮酒仍然會進行緩慢的發酵,所以需要加熱以讓發酵停止,同時加熱還能防止酒在儲藏過程中腐敗變質。
――――――――――――――――――――――――――――――――――
由於剛榨出的酒還是鮮酒,其中還有酵母存在,還具有幫助醪進行發酵的功效。此後再經過多種工藝流程裝壇。中間所進行的工藝按照酒種不同而不同。
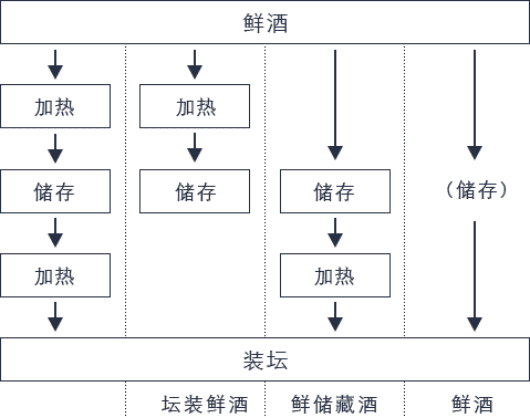

貯藏・精釀
在酒罐中靜待出倉。最短需要半年,最長需要將近3年。通過低溫進行精釀會去除掉澀味和粗重感,讓酒味更佳醇厚。
裝壇/成品・出倉
終於到了最後的流程。酒被裝壇後會保存在冷藏倉庫,然後會通過冷藏運輸車運送到各個銷售商處。蓬萊泉不僅認為造酒過程中溫度管理非常重要,對於出倉後的產品的溫度管理也非常注意。

⎯ 將新技術引進傳統技術中 ⎯
關谷釀造認為“釀造”最重要的有三件事。一個是“仔細製作設計圖”,一個是“仔細正確地操作”,最後一個是“造酒師的團隊合作”。
一談起“設計圖”可能就會聯想起工業產品來,但是釀酒其實也需要設計圖。什麼樣的客戶,在什麼環境下飲酒,需要什麼樣的口味,從這一系列問題起,到為了表現想表現出的味道和理念需要什麼樣的米和米的含量,酵母的選擇,發酵的方法,如何判定酒是否成熟等等,都是釀酒設計圖的內容。
沒有好的設計圖,就是進行一個釀酒的過程最後得到的不過是“酒成了”,但是我認為酒不是“自己成的”而是“努力去釀的”。
對於第二條。釀酒中存在很多工藝,碾米也是其中之一,任何一個工藝的失敗或偷工減料都會最終減分。本來具有100分的好米因為各個工藝的失誤開始5分,10分地減少,最後就一分都沒了。為了不減分所以需要每一步都仔細正確地用心去做,但是照顧到所有工藝並不是件容易的事。
特別是從碾米到蒸米的原料處理過程,酒麯,母酒,醪等各個流程的溫度管理,裝壇前的過濾調酒過程最需要細心。為了仔細管理好這些流程我們進行了機械化,採用計算機對溫度進行管理。
同時,機械化的另一個好處是,不論是釀造純米高級上等清酒還是地道清酒,機械都不會偷工減料。造酒師是手動使用溫度計進行管理,在大約需要半年的釀酒過程中,對於所有的酒麯,母酒和醪做到精確管理是不可能的。比如為了集中精力釀造高級上等清酒就會忽略了地道清酒的釀造,還有人需要睡覺,而且還會生病。最後,氣溫,溫度等等也必然不是永遠一定的,由於這樣的諸多要素會影響到釀酒過程,所以必然要機械化。
最後一條的團隊合作也非常中藥。釀酒世界有一句話叫“以和釀酒”,和的意思就是釀造好酒,釀酒師以團隊合作製造美酒。釀酒需要分工。負責處理各種原材料,負責酒麯,負責母酒,負責醪…,需要經過多個造酒師之售才能製造出酒來,如果每個人都按照自己的喜好來負責自己的流程,最後出來的酒自然味道不對頭。釀酒師們共享設計圖,共享關於米的情況的信息,共享各種發酵流程的信息才能製造出讓人們欣賞的美酒。
為了提高團隊合作,也需要提高每個釀酒師的個人技術。因此我們在豐田市(舊稻武町)建造了上等清酒酒坊,以它為基點將釀酒師的技術傳播給新入行的釀酒師。如果沒有經過這樣的努力就沒有辦法提高團隊的能力,也無法將釀酒技術傳承到未來。
“以和釀酒”還有一個意思。“美酒亦釀和”,共同品賞美酒朋友之間相互交流醞釀出一團和氣。酒只中有大米的清香和甘甜,將香味的配比調製到均衡的酒才是我們所認為的“好酒”。我們就希望釀造出這樣的酒。
因此我們的目標就是打造只有關谷釀造才能釀造出的好酒。
第七代釀酒師關谷健
我們的產品

蓬萊泉 金 純米大吟釀
品種:夢山水
精米步合:45 %
★ 2022年 International WINE Challenge銅賞
★ Enter Sake系列由全球知名的百大DJ Richie Hawtin 聯名款
★ 特別適合品飲入門者設計的華麗香氣
融合電子音樂與清酒的新式 SAKE。由音樂傳奇人物 RICHIE HAWTIN 與愛知縣「関谷醸造」創造的 ENTER.SAKE 系列。採用"日本棚田百選 之一"奧三河地區栽培的高品質酒米「夢山水」。入口輕快而高雅,並帶 有西洋梨般的高雅香氣。推薦使用葡萄酒杯飲用。適合搭配鮪魚紅肉部位 與強調食材鮮味的料理。
蓬萊泉 純米大吟釀 新年酒
品種:山田錦 やまだにしき
精米步合:45 %
可以享受到新鮮的生酒!是每年關谷酒造在年末限定出產的純米大吟釀,鮮榨完的原酒裝瓶後,將印有生肖朱印的木牌掛在酒瓶上作為酒標設計。具有特殊紀念意義的生肖酒一直以來都是新春送禮的首選,不只生肖的圖樣、字樣討喜,更適合拿來送給該生肖的親朋好友,期間限定的包裝加上經典酒款,更具有收藏價值!


一念不動 特別純米 無濾過
原料米:夢山水
精米步合:60%
以今年新米釀製而成的初榨酒,可體會極致清新滋味。口感輕快,並帶有俐落酸度,很適合搭配新和食、義式或其他西洋風料理。雖然是走清新路線的初榨酒,但仍保有「一念不動」特有的醇厚,加上花果香氣及清爽鮮味,尾韻飽滿多汁感,是此酒最大的特色。
飲用:推薦冷飲。
#關谷釀造株式會社 #蓬萊泉金純米大吟釀 #蓬萊泉純米大吟釀新年酒 #一念不動特別純米無濾過 #純米大吟釀 #大吟釀 #純米吟釀 #清酒 #日本清酒 #特別純米 #蓬萊泉 #山田錦 #愛知縣夢山水 #愛知縣 #夢山水 #Sekiya brewery #SAKE