

酒藏故事
馬場酒造場,誠摯感謝您的光臨。
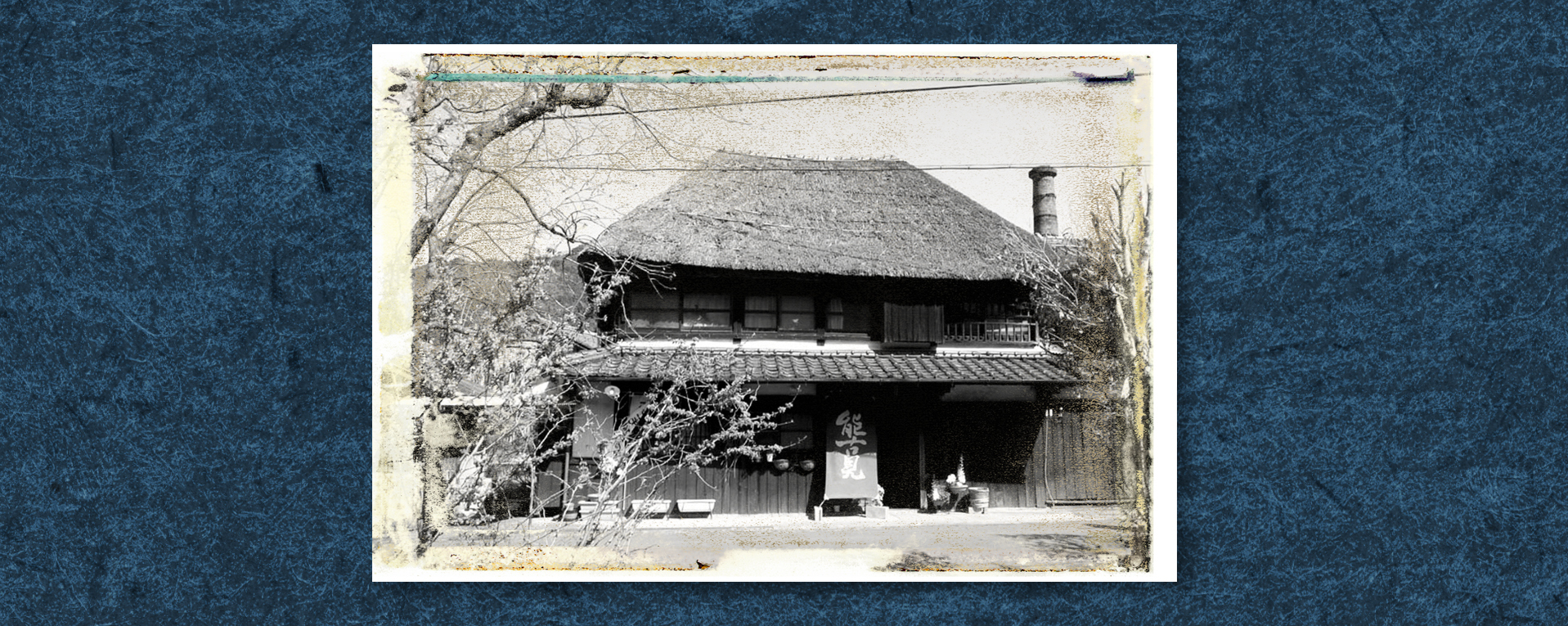
我們的酒藏位於佐賀縣鹿島市的能古見地區,自創立以來已有200多年的歷史,一直致力於清酒的釀造。
我是第八代現任社長,也是釀酒師的馬場第一郎,我們公司的歷史和理念一直延續至今,如果您能抽出一點時間來了解我們的故事和想法,我將不勝感激。

位於面向富饒之海─有明海的佐賀縣鹿島市。
沿著海岸的國道207號,背對著山的方向進入444號公路,中川支流如同指路的信使,悠然地流淌。
被翠綠的群山環繞,馬場酒造場是這中川河畔歷經200年以上歲月的見證者,成為了日本原生風景的一部分。
我們公司的歷史可以追溯到1795年(寬政7年),由第一代馬場太左衛門創立。
接下來,請允許我跳躍到我自己的故事,我是第八代馬場第一郎。

27歲時,我參加了一個企業家的培訓會,他們說要打造、製造和鞏固一個產品需要20年的時間,這讓我感到了更大的危機感。此外,隨著泡沫經濟的崩潰,酒類價格的自由化導致大型企業以低價銷售普通酒,這也是當時的環境。我萌生了想要釀造我想釀造的酒,以及有情感的酒的念頭,於是我重新檢視了馬場酒造場迄今為止的風格。
我決定選擇以在當地鹿島生產最高品質的山田錦酒米,並將原料完全選擇地方產的特定命名酒來生存下去。花了7年的時間說服JA和當地農民,我們的品牌終於誕生了。以前的地名“能古見村”為靈感,我們與當地農民一起打造的『能古見(のごみ)』蘊藏著我們的想法和技術,其歷史由此開始。

然而,當時贈送和禮品用途被認為是特定命名酒的主流。酒販店的反應也不佳,銷售一直處於低迷期,幾乎要面臨破產的邊緣。儘管如此,在堅持希望讓人們享用高品質清酒的信念下,當地的鹿島酒販店開始支持我的理念。
34歲時,我抱著最後的希望推出了「純米吟醸搾り立て」。這款當時被視為開創性的純米吟醸生酒獲得了好評。這款產品至今仍以「純米吟醸 あらばしり」的名稱受到客戶的喜愛。同時期,我們連續兩年在由雜誌主辦的全國清酒比賽中獲得了大獎,「能古見」的知名度開始擴大。隨後,隨著清酒的多樣化和客戶需求的增加,我們開始生產各種不同口味的「能古見」。
受賞歴
全國新酒鑑評會
令和4年(2022年):入賞
平成27年(2015年):入賞
平成18年(2006年):入賞
平成15年(2003年):金賞受賞
平成13年(2001年):金賞受賞
平成12年(2000年):金賞受賞
福岡國稅局主催酒類鑑評會
令和5年(2023年):大賞受賞
令和4年(2022年):金賞受賞
平成27年(2015年):大賞受賞
平成20年(2008年):入賞
平成19年(2007年):入賞
平成18年(2006年):入賞
平成15年(2003年):金賞受賞
平成14年(2002年):金賞受賞
特撰街主催 全國日本酒コンテスト
平成12年(2000年):グランプリ
平成13年(2001年):グランプリ
以上是清酒「能古見」在各項評鑑比賽中獲得的榮譽,感謝您對我們產品的關注。

生產者的堅持
希望成為顧客信任的酒莊
我們努力以這句話作為製酒和公司建設的座右銘。


我們使用了多良岳山系的伏流水作為釀造水。這水質為軟水。多良岳山系被稱為肥前耶馬渓。人們為了尋找這清澈的伏流水,紛紛前來汲取。

我們與當地的契約農戶進行交流,並以低農藥的方式精心種植原料米,以確保品質,同時考慮到客戶的安全和安心。我們使用了被譽為酒米中的頂級品種之一的「山田錦」,以及佐賀縣獨有的酒米「佐賀之華」。這就是蔵元和農家共同追求的,用當地的米釀造出美味的日本清酒。

我們致力於製作讓客戶感到「美味」和「想再次品嚐」的清酒。因此,我們不進行大量生產,只生產我們可以管理品質的數量。我們每年,每天都會評估不同的米質,並適應不斷變化的溫度和濕度,為酵母和麴菌創造最佳環境。清酒的釀造需要與自然和生命打交道,這往往是一個充滿挑戰的過程,但為了釀造出美味的清酒,我們每天都在努力思考、預測並實踐。我們團隊將齊心協力,持續追求不滿足的心,並致力於清酒的釀造。

在客戶口中的那一刻起,就是我們公司的責任。為了讓您以最美味的狀態享用,我們請求酒販店嚴格管理溫度。

酒造過程

酒的製作過程:
接受來自農家的接力棒,釀造清酒。清酒需要一年的時間才能完成。我們會根據每年和每天不同的米的特徵,考慮每天不斷變化的溫度和濕度,為酵母和麴菌提供最適的環境。與大自然和生命交互作用的清酒釀造通常並不容易,但這增強了我們的追求精神。

原料米和精米:
我們公司希望使用地方佐賀的米來釀造清酒,因此90%以上的原料米來自佐賀縣。在大部分吟釀酒以上的產品中,我們使用被視為酒米最高峰的「山田錦」。對於純米酒,我們使用佐賀縣的酒米「佐賀之華」。由契約農家精心培育的大米會被精米公司仔細地加工,然後送到我們公司。

洗米和浸泡:
為了去除精米後米粒表面的米糠,我們進行洗米。洗米後的米被立即浸泡在水中,吸收水分(浸漬)。浸泡的水量對於下一步的蒸煮,以及後續的麴製作和醪的調製都有很大的影響。因此,我們努力保持浸泡水溫恆定,並根據米的品種、精米程度、氣溫和氣候等因素追求最適的浸泡時間,精確到秒。

麴製造:
麴是清酒製作的基礎,因此麴的質量會對酒的品質產生很大的影響。為了培養麴黴菌,我們要控制溫度和濕度在46至48小時之間。為了製作優質的麴,我們不會妥協,而是專心面對麴黴菌。麴黴菌是一種黴菌。一聽到黴菌這個詞,可能會給人一種不好的印象,但在發酵食品中,它是不可或缺的微生物。因此,用於清酒麴製作的黃麴菌被指定為「國菌」。

酒母製造:
酒母是大量培養優質酵母菌的物質。我們將水、蒸煮的米和米麴添加酵母,並在7至10天內逐漸增加酵母的數量。強壯的酒母對於醪的健康發酵至關重要。

醪・發酵:
我們將醪分為三次添加,分別在四天內逐漸進行。這被稱為三段仕込,分別是「初添え」、「仲添え」和「留添え」。在初添え和仲添え之間,設有稱為「踊り」的時期。這樣逐步進行的原因是為了逐漸增加酵母的數量。在留添え之後,約需30天才能成為清酒。通過以0.1℃為單位管理醪的溫度,我們可以適當地控制酵母菌的活動,從而產生優質的清酒。

上槽:
發酵後的醪被送入搾取機。這是清酒首次出現。從酒母開始計算,約需要約40天才能完成清酒的製作。

澱引き、濾過、火入れ、貯蔵:
榨取出的清酒會進行濾過。雖然清酒變得清澈明亮,但此時仍含有來自麴的酵素和酵母。因此會進行加熱處理,即所謂的「火入れ」(約65°C),以使酵素失活並殺死酵母。未經過火入的酒被稱為生酒。經過火入的酒會冷藏貯存。

根植於佐賀的文化的地酒
佐賀縣是一個以第一級產業為主的地區,擁有豐富的農作物、海產品和畜產品。
為了配合佐賀的食材和濃郁的調味,我們的酒基本上是稍微甜口的。我們在佐賀設立了酒窖,致力於製作符合佐賀文化、食材和地區特色的地道地酒。


食品與酒類
我們的日本清酒『能古見』是希望您能與美食一同享受的心意而製造的。雖然具有華麗的香氣,但也保持了適度的含蓄,在展現出大米的味道的同時也呈現了優雅的口感。我們的目標是讓人不知不覺地一杯接一杯地喝下去。主角永遠是食物,這就是我們社長的願望,這種心意現在的『能古見』中得到了體現。在市面上出現了各種各樣的日本清酒,但最理想的情況是,最終大家還是會回到我們的清酒身邊。
人與酒
在日常的餐桌上,在居酒屋歡樂的場合,在喜慶的時刻,我們希望在這樣的愉快、幸福的時刻中,大家能夠品嚐到『能古見』。將日本清酒視為日本文化,作為連接人與人的文化來保護。為了實現我們公司的理念,我們希望成為一個關心客戶的酒莊。


與料理一同

與料理一同
對於美味的料理,配上美味的酒,
能夠巧妙地提升料理的味道,
這是日本以米爲基礎的清酒所獨有的特點。
有時在餐廳里,享受美食的同時,
來一杯能古見。
與日常的溫暖一同
即使在日常的家庭時光中,也可以享用日本清酒。在輕鬆的晚餐中,流淌着淡淡的閒談。在料理和交談的旁邊,能古見也會陪伴着。這種安心感正是因爲能古見與料理相得益彰。

釀酒師談論的日本清酒的樂趣
嘗試單獨品飲香氣濃郁的清酒…嘗試搭配美食品味風味獨特的清酒…有時在杯中品嚐…可以冷飲,也可以溫飲,嘗試尋找不同口感的清酒…有許多不同的享受方式。

新鲜的番茄,奶酪的濃郁,搭配上清新的山田錦風味,盡情品嘗『あらばしり』。請在常溫或稍微冷藏後享用。

在佐賀被稱爲"Minced Ten"或者"吉羅克"的經典小吃。
微辣的味道也是它的特色之一。
請搭配特別純米辛口或者本釀造等清淡的日本清酒一同享用!

生魚片搭配日本清酒,確實是最好的搭配。對於白身淡雅的魚肉,推薦搭配後味爽口的純米吟釀辛口。
對於赤身魚類或貝類等濃郁海鮮,推薦搭配味道豐富的純米吟釀。

即使是濃郁的奶酪或煙燻肉也可以搭配日本清酒。
對於奶油奶酪、切達奶酪、生火腿等較輕盈的小吃,推薦搭配清淡的特別純米。
對於卡門貝爾奶酪或煙燻食品,推薦搭配濃郁的純米吟醸雄町。
一杯如何呢?

日本清酒的醍醐味在於口感隨溫度而變化
有時候,我們也建議您嘗試溫飲。
基本上,我們公司的酒即使溫飲也能享受。
請嘗試改變溫度,探索各種不同的清酒風味!